Induktivhärten
Optimale Härteergebnisse bei minimalen Verzügen
Beim Induktivhärten handelt es sich um ein Randschichthärteverfahren, bei dem die Oberfläche durch induktive Erwärmung lokal gehärtet wird. Neben der Erhöhung der Verschleißfestigkeit an der Werkstückoberfläche wird eine Verbesserung der Dauerfestigkeit erreicht.
Wesentlicher Vorteil des Induktivhärtens gegenüber den anderen Verfahren ist die Möglichkeit, auf einfachste Weise Werkstücke partiell zu härten.
Erwärmung direkt im Werkstück durch Induktivhärten
Das Induktivhärten unterscheidet sich von den übrigen Härtungsarten durch die Wärmebildung im Werkstück selbst. Durch die induktive Erwärmung besteht die Möglichkeit, die Werkstücke nur in der Randschicht zu härten.
Bei der Erwärmung der Oberfläche wird mit einem spulenförmigen Leiter aus Kupfer ein elektromagnetisches Feld erzeugt. Durch das entstehende Wechselfeld wird in das Metall eine elektrische Spannung induziert, welche ihrerseits einen Strom erzeugt. Dieser Strom verursacht durch den elektrischen Widerstand des Metalls eine Wärmeentwicklung und das Werkstück wird auf Härtetemperatur erwärmt.
Härtungsvorgang
Die Wärmebehandlung kann auf örtlich begrenzte Zonen wie z. B. Innen- bzw. Außenflächen konzentriert werden. Durch die kurzen Erwärmungszeiten ist die Oxidation in der Werkstückoberfläche auch ohne besondere Schutzmaßnahmen sehr gering.
Beim Induktivhärten wird mit sehr kurzen Erwärmungs- und Haltezeiten gearbeitet. Damit eine unerwünschte Gefügeausbildung oder Kornwachstum vermieden wird, müssen Härtetemperatur und Haltezeit unter Berücksichtigung des Werkstoffes und seines Ausgangsgefüges im richtigen Verhältnis zueinander stehen. Die Induktionstemperaturen hängen von dem Kohlenstoffgehalt des Werkstoffes ab und liegen üblicherweise zwischen rund 800 und 950 °C.
Grundbedingung für die Eignung eines Stahles für die Induktionshärtung ist ein minimaler Kohlenstoffgehalt von 0,35 %.
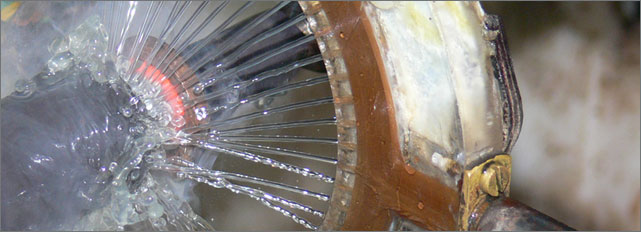
Es wird nur ein Teil des gesamten zu härtenden Bereichs erwärmt und dieser dann durch Verschieben des Induktors – oder des Werkstücks durch den Induktor hindurch – erweitert. Mit einer nachgeführten Brause wird gleichzeitig kontinuierlich abgeschreckt. Bei Wellen oder Bolzen wird üblicherweise dabei das Werkstück um die Längsachse rotiert.
Nach der Induktionshärtung werden die Bauteile bei niedrigen Temperaturen entspannt oder auf die gewünschte Härte angelassen.
Durch die Herstellung eigener Spulen, Brausen und Aufnahmevorrichtungen können wir uns schnell auf neue Teile einrichten.
Zu den wesentlichen Vorteilen des Induktivhärtens zählen:
- Partielle Härtung an komplizierten Werkstücken
- Geringe Zunderbildung und Verzug, dadurch reduzierte Nachbearbeitung
- Kurze Bearbeitungsdauer
- Gute Reproduzierbarkeit
Anwendungsbeispiele für das Induktivhärten
- Kurbelwellen
- Walzen
- Bolzen
- Zahnräder
- Ventilstößel
- Kurvenscheiben
Werkstoffe und Stähle
Ein kleiner Auszug der geeigneten Werkstoffe und Stähle:
| Werkstoffnummer | Bezeichnung |
| 1.0503 | C45 |
| 1.7225 | 42CrMo4 |
| 1.3503 | 100Cr6 |
| 1.8159 | 50CrV4 |
Download
Weitere Werkstoffe mit den üblichen Härtewerten finden Sie in folgendem Datenblatt zum Download: Werkstoffe für das Induktivhärten.
Wir beraten Sie kostenlos!
Sie wünschen Beratung zu unseren Produkten und Leistungen für Ihre ganz individuelle Aufgabenstellung? Wir beraten Sie kostenlos. Sprechen Sie uns an!